Stainless Steel Mig Welding Gas Mixture

Mig Welding Mig Welding Techniques For High End Metal Fabrication Mig Welding Tig Welding Tube Work Plate Work Welding Tips Mig Welding Welding
Mig Welding Gases Choices And Options For Most Metals Gowelding Org
Shielding Gas Guide

Mig Welding Stainless Steel With C25 Gas Youtube

Basic Guide To Flux Cored Arc Welding In 2020 Welding Table Flux Core Welding Welding

Stainless Steel Mig Welding Tips Mig Monday Youtube
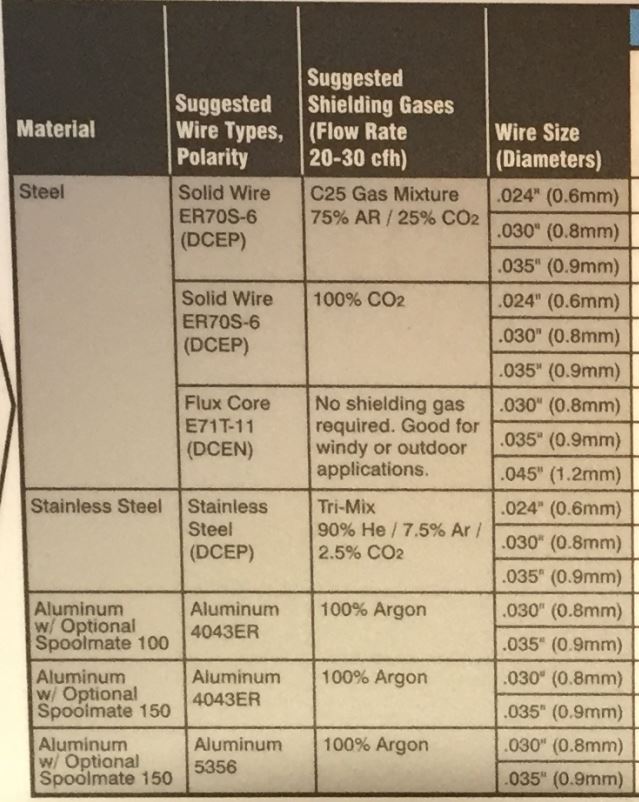
Dcep direct current electrode positive is used for most stainless steel welding.
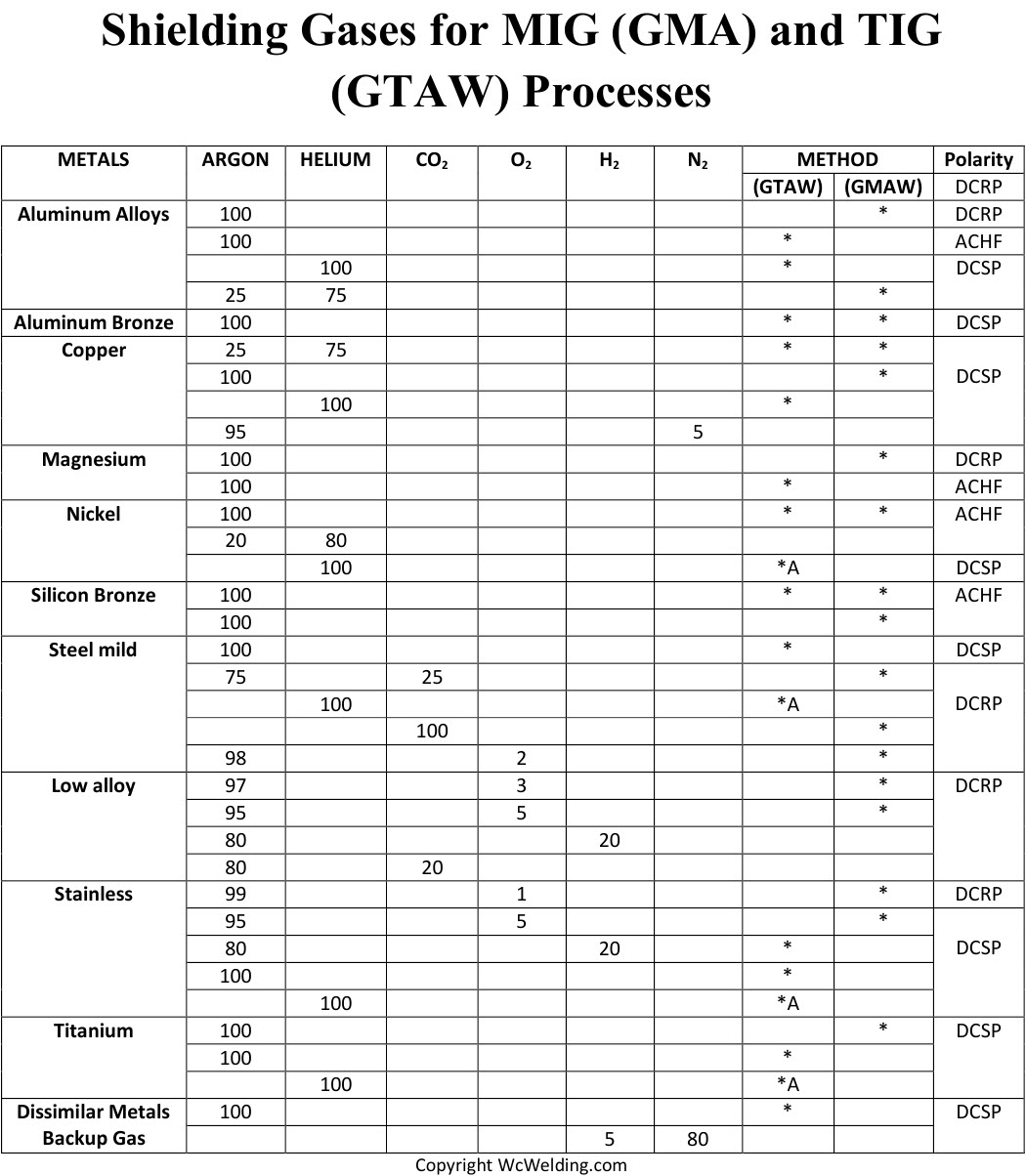
Stainless steel mig welding gas mixture. And for that matter the reason argon gas. A 1or 2 argon oxygen mixture is recommended for most stainless steel spray arc welding. In some cases there is tri mix shielding gas containing 90 helium 7 5 argon and 2 5 carbon dioxide. Alternative gases that you can use are 98 argon and 2 co2 or 98 argon and 2 oxygen mix.
Welding of stainless steel is typically done with mixture of argon and carbon dioxide gasses that can be as low as 2 carbon dioxide to as high as 25 carbon dioxide. Welding of stainless steel is typically done with c2 or 2 carbon dioxide and 98 argon. 25 carbon with 75 argon gas is the most commonly used shielding gas for home and hobby mig welders. In some cases there is tri mix shielding gas containing 90 helium 7 5 argon and 2 5 carbon dioxide.
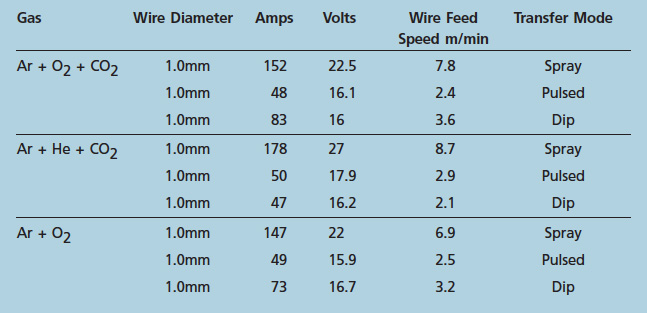
100 co2 and a 25 75 carbon argon mix. Two types of gas combinations are preferred in mig welding for mild steel. When it comes to the gases used in normal welding for carbon steel many welders used the c25 mixture that consists of co2 25 and argon gas 75 because co2 cannot be used separately in some cases as it creates a deeper penetration along with lots of smoke and even may cause a rough looking weld. Mode of metal transfer.
The degree of spatter is dependent upon the composition and flow rate of the shielding gas wire feed speed and the characteristics of the welding power supply. Mig welding gas for stainless steel welding. Mixtures of 80 percent argon and 20 percent co2 as well as 90 percent argon and 10 percent co2 are also common mig welding gases n d. For years the industry standard gas blend for short circuit welding of stainless steel was a helium based 85 to 90 percent trimix with small additions of argon 5 to 10 percent and co 2 2 to 5 percent.
Tri mix gas 90 helium 7 5 argon and 2 5 carbon dioxide.

Blessed Demonstrated Metal Working Tips Subscribe Welding Projects Mig Welding Welding Table

Tungsten Inert Gas Welding Tungsten Inert Gas Welding Welding Technology Gas Metal Arc Welding

Mig Welding How To Use A Mig Welder Free Mig Welding Guide Mig Welding Welding Supplies Welding

Welding Table Ideas Weldingtable Welding Table Welding Set Welding

Mig Welding Basic T Joint Weld With A Small 115 Volt Welder Welding Aluminum Welding Mig Welding

Gas Metal Arc Welding Gmaw Welding Technology Gas Metal Arc Welding Welding Welding Technology
Blog

Mig Welding Settings Explained Wire Speed Voltage Chart
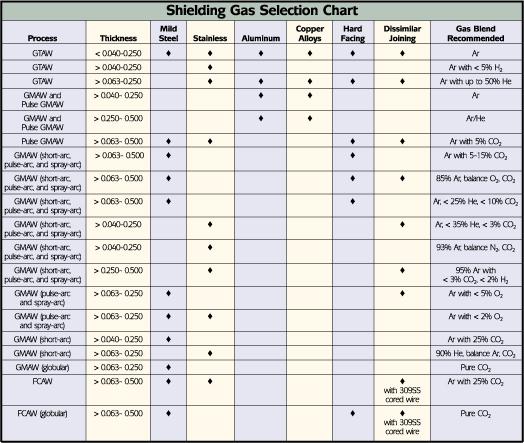
Simplifying Shielding Gas Selection

Steel Alloy Selector Welding Projects Welding Metal Working

Mig Welding Guide Learn How To Mig Weld Like A Professional Hot Rod Network Welding And Fabrication Welding Projects Welding Table

How To Set Up A Mig Welder Welder Settings Gasses And Electrodes Gowelding Org

Mig Wire Types Mig Welder Welding Rod Chart Welders

Stainless Steel Mig Welding Electrode Wire And Gas Choices Gowelding Org

Miller Mig Welding Tips Intro Welding Welding Tips Welding Projects

Tig Welding Tips And Tricks For The Beginner And Pro Welding Tips Welding Tig Welding

Arc Welding Tips Welding Table Arc Welding Welding Tips

Unit 3 Stainless And Tool Steels Ppt Tool Steel Steel Stainless
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs3qf2kan9nvcumim1nosvotaddzsbwvjcp31rfszgfvbqv5 Go Usqp Cau

Easy To Operate By Simple But Clear Control Display Mig Welder Welding Machine Auto Darkening Welding Helmet

Welding Consumeables Mig Flux Cored Wire Welding Wire Welding Table Welding Projects

Mig Welding Gas Best Types Guide Tig And Charts Pro Welder Guide

Mig Welding Stainless Steel Question

Mig 350 Amp Welding Machine From Hanzo Factory Welding Machine Welding Arc Welders

Bronze And Stainless Full Size Tungsten Holder With Clip And Special Coin Metal Art Projects Welding Metal Art Diy

Google Search Welding Training Flux Core Welding Welding Tips

Miller The Garage Guy S Guide To Welding Mastering Mig Welding Projects Welding Table Metal Welding

Tig Welding Stainless Steel Walking The Cup And Other Tips Tig Welding Tig Welding Stainless Steel Welding

Mig Gas Mix Information And Selection Take The Salesmanship Out Of Mig Gas Mix Selection Welding Gas Mig Gas Mig Welding Gas

Stainless Steel Bolts Grades And Markings Recession Fasteners 101 Metric Vs Sae Bolts Can Be Identified Wood Shop Chart Tool Screws And Bolts

Mig Welding Gas The Best Weldingcrew Net In 2020 Welding Gas Mig Welding Gas Mig Welding

Mig Like Tig Page 7 Welding Metal Welding Welding And Fabrication

Pin By Chris Hager On Welding Idias In 2020 Welding Projects Metal Welding Welding

Welding Cart Toolboxtalk Welding Cart Welding Welding Projects

Clarify Tig Polarity Tig Welding Welding Tips Welding Equipment

Guide To Copper Welding See Video Instructions Pictures And Descriptions Of How To Successfully Weld Copper Copper Welding Welding Welding Tips

Lbl Construction Is A Licensed Metal Service Company Metal Contractor That Provides The Best Metal Services Stainles Mig Welding Metal Working Metal Welding

Mig Welding Wire Speed And Voltage Chart Choose Wisely When Thin Sheet The Fabricator Table1 Mig Welding Wire Welding Wire Mig Welding

Mig Welding Steel With Pure Argon Youtube

Pin By Pablo Deiros On Soudure Tig Welding And Fabrication Welding Metal Art Welded

Scrap Metal Welding Cart Made To Store Under My Workbench Welding Cart Diy Welding Welding Projects

Weld Symbol Chart Welding And Fabrication Welding Table Welding Projects

